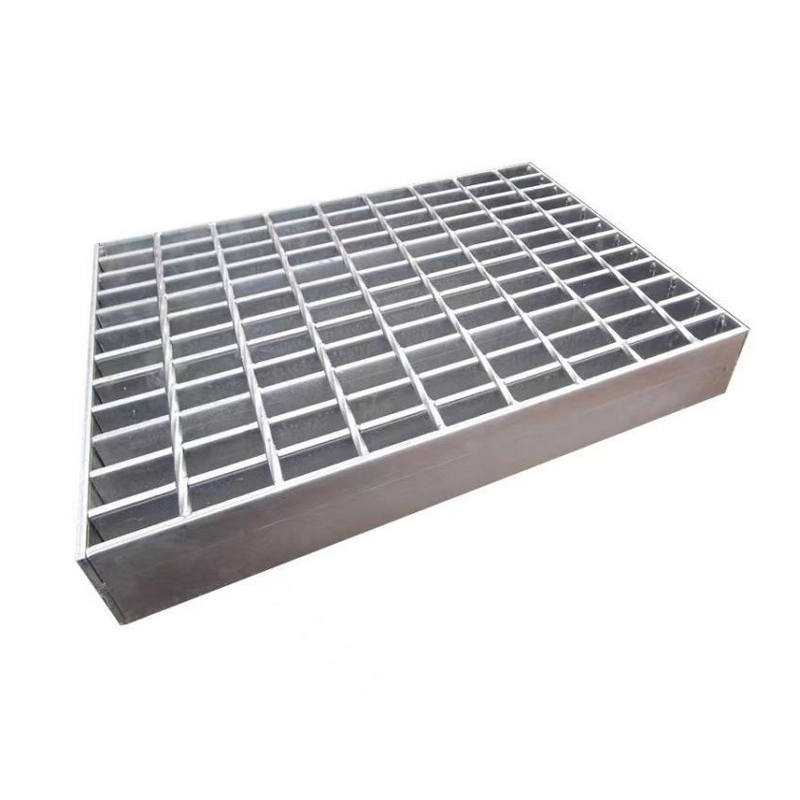
Galvanized steel grating is widely used in industrial platforms、 walkways、drainage covers and architectural decorations due to its excellent corrosion resistance、high load-bearing capacity and long service life. However, the quality of galvanized steel grating varies significantly depending on multiple factors, which directly affect its performance、durability and safety in practical applications.
1. Raw Material Quality
The quality of the base steel and auxiliary materials is the fundamental guarantee for high-quality galvanized steel grating. The base steel, usually carbon steel or alloy steel, must meet relevant national or industrial standards. Impurities such as sulfur, phosphorus and oxygen in the steel can reduce its toughness、strength and corrosion resistance, making the grating prone to deformation, cracking, or premature rusting after galvanization. For example, excessive sulfur content will cause "hot brittleness" in the steel, leading to cracks during welding or galvanizing processes.
In addition, the quality of galvanizing materials (zinc ingots) also plays a crucial role. High-purity zinc ingots (with a zinc content of over 99.99%) can form a uniform, dense zinc layer on the steel surface, while impure zinc ingots containing iron or other impurities will result in a rough zinc layer with poor adhesion, reducing the corrosion protection effect.
2. Galvanizing Process Parameters
The galvanizing process is the core link determining the corrosion resistance of steel grating, and its parameters directly affect the thickness 、uniformity and adhesion of the zinc layer.
First, surface pretreatment before galvanization is essential. The steel grating must be thoroughly degreased, pickled, rinsed and fluxed to remove oil、rust、oxide scales and other contaminants on the surface. Incomplete pretreatment will cause the zinc layer to fail to adhere tightly to the steel surface, resulting in peeling, blistering, or uneven coating. For instance, residual oxide scales will form "bare spots" on the galvanized surface, which are vulnerable to corrosion.
Second, galvanizing temperature and time are critical parameters. Hot-dip galvanizing is the most common method for steel grating, the temperature of the zinc bath is usually controlled between 440°C and 460°C. If the temperature is too high, the zinc layer will be too thin and brittle; if the temperature is too low, the zinc layer will be uneven and thick, affecting the appearance and adhesion. The immersion time should be adjusted according to the thickness of the steel grating—short immersion leads to insufficient zinc coating, while too long immersion may cause the steel to dissolve in zinc, reducing the base material's strength.
Finally, post-galvanizing treatment also affects quality. After galvanization, the grating should be cooled properly (air cooling or water cooling) to avoid thermal deformation. Additionally, removing excess zinc by shaking or scraping can ensure the flatness of the grating surface and the accuracy of the spacing between bars.
3. Welding Quality
Galvanized steel grating is usually composed of bearing bars and cross bars welded together, so welding quality directly affects the structural stability and load-bearing capacity of the grating. Poor welding quality, such as incomplete penetration, slag inclusion, porosity, or weld cracks, will reduce the connection strength between bars, making the grating unable to withstand the designed load and prone to structural failure.
Moreover, welding defects will affect the galvanizing effect. For example, slag inclusion or porosity in welds will prevent the zinc liquid from penetrating into the defects, resulting in internal corrosion. Weld spatter will also cause uneven zinc coating on the surface, reducing the overall corrosion resistance. Therefore, manufacturers must adopt reasonable welding processes, select appropriate welding materials, and conduct strict weld inspection to ensure welding quality.
4. Environmental Conditions During Production and Storage
The environmental conditions during production and storage have a non-negligible impact on the quality of galvanized steel grating. During production, high humidity, dust, or corrosive gases in the workshop will contaminate the steel surface before galvanization, affecting the zinc layer's adhesion. For example, in a humid environment, the steel surface is prone to rust again after pickling, leading to poor galvanizing results.
During storage and transportation, the galvanized steel grating should be placed in a dry, well-ventilated area to avoid direct contact with water, soil, or corrosive substances. Stacking the grating improperly (e.g., excessive stacking pressure) may cause deformation or damage to the zinc layer. In addition, avoiding mechanical scratches during transportation is crucial, as scratches will expose the base steel to the air, accelerating corrosion.
5. Quality Inspection Standards and Control
Strict quality inspection and control throughout the production process are necessary to ensure the quality of galvanized steel grating. Manufacturers should establish a complete quality management system, covering raw material inspection, process inspection, and finished product inspection.
Raw material inspection includes testing the chemical composition, mechanical properties, and surface quality of the base steel and zinc ingots. Process inspection focuses on monitoring surface pretreatment, galvanizing temperature and welding quality. Finished product inspection includes testing the zinc layer thickness (usually requiring a minimum thickness of 85μm for hot-dip galvanized steel grating), adhesion (using the hammer test or bending test), appearance (no peeling、blistering or rust), and dimensional accuracy (spacing between bars, flatness, etc.).
Compliance with relevant standards (such as ANSI/NAAMM MBG 531, EN 10240, or GB/T 13912) is also essential. Adhering to standard requirements ensures that the galvanized steel grating meets the specified quality levels and can perform stably in practical applications.
Conclusion
The quality of galvanized steel grating is affected by a combination of factors, including raw material quality, galvanizing process parameters, welding quality, environmental conditions, and quality inspection control. To produce high-quality galvanized steel grating, manufacturers must strictly control each link, from selecting high-purity raw materials to optimizing galvanizing and welding processes, and conducting comprehensive quality inspections. For purchasers and users, understanding these influencing factors can help in selecting suitable products and ensuring their safe and long-term use. With the continuous advancement of production technology and stricter quality standards, the quality of galvanized steel grating will be further improved, expanding its application scope in various industries.













